Bobini o'rash texnologiyasi - Coil winding technology
Bu maqola uchun qo'shimcha iqtiboslar kerak tekshirish. (2016 yil iyul) (Ushbu shablon xabarini qanday va qachon olib tashlashni bilib oling) |
Yilda elektrotexnika, lasan o'rash ning ishlab chiqarishidir elektromagnit sariqlar. Bobinlar zanjirlarning tarkibiy qismlari sifatida va dvigatellar, transformatorlar va generatorlarning magnit maydonini ta'minlash uchun va karnaylar va mikrofonlar. Sarg'ishning shakli va o'lchamlari ma'lum maqsadni bajarish uchun mo'ljallangan. Kabi parametrlar induktivlik, Q omil, kerakli magnit maydonning izolyatsiyasi kuchi va quvvati spiral sariqlarining dizayniga katta ta'sir ko'rsatadi. Bobini o'rash jarohat spiralining turi va geometriyasi bo'yicha bir necha guruhlarga bo'linishi mumkin. Elektromagnit sariqlarni seriyali ishlab chiqarish avtomatlashtirilgan texnikaga tayanadi.

Printsiplar
Samarali spirallar ma'lum maqsadlar uchun zarur bo'lgan materiallar va hajmlarni minimallashtiradi. Elektr o'tkazgichlari maydonining berilgan o'rash maydoniga nisbati "to'ldirish koeffitsienti" deb nomlanadi. Dumaloq simlar har doim ham bir oz bo'shliqqa ega bo'lishi sababli, simlar ham burilishlar orasidagi va qatlamlar orasidagi izolyatsiyani talab qiladigan bo'sh joyga ega bo'ladi, to'ldirish koeffitsienti har doimgidan kichikroq bo'ladi. To'ldirish omillarini yuqori bo'lishiga erishish uchun to'rtburchaklar yoki tekis simlardan foydalanish mumkin.

To'ldirish koeffitsientini quyidagidan hisoblash mumkin.

- - Lak izolyatsiyasini o'z ichiga olgan sim o'lchagich
- - Sariqlarning soni
- - Bobin tanasining kesmasi



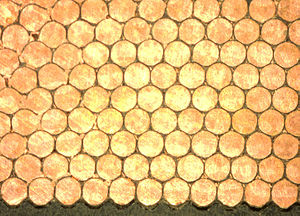
Simlarning zich qadoqlanishi havo maydonini kamaytiradi va to'ldirish koeffitsienti yuqori deb aytiladi. Bu elektr qurilmaning samaradorligini va sarg'ishning issiqlik o'tkazuvchanligini yaxshilaydi. Dumaloq simlarni ko'p qatlamli o'rashga eng yaxshi o'rash uchun yuqori qavatdagi simlar pastki qatlamning yivlarida kamida 300 daraja burama aylana bo'ylab joylashgan. Simlar "ortosiklik o'rash" deb nomlangan zich to'plamni egallaydi. Buning teskarisi, "yovvoyi o'rash" deb ataladigan o'rash maydonidagi tasodifiy simli tuzilish bo'lishi mumkin.
Yovvoyi o'rash
Shuningdek, nomi bilan tanilgan jumboqli o'rash, ushbu turdagi sarg'ish tuzilishi bilan faqat zaif to'ldirish omillariga erishish mumkin. Tasodifiy simni joylashishi natijasida hosil bo'lgan sim uzunligini lasan tanasida kengroq taqsimlashga va natijada elektr spiral qarshiligining keng doirasiga olib keladi. Kamchiliklariga qaramay, bu ommaviy ishlab chiqarishda keng tarqalgan. Bu texnika va operatorga past talablar bilan ajralib turadi va juda yuqori tezlikda yaralanishi mumkin. Yovvoyi o'rashlar asosan qo'llaniladi kontaktor - va o'rni lasan, kichik transformatorlar, Ateşleme bobinleri, kichik elektr dvigatellari va odatda 0,05 mm gacha bo'lgan nisbatan kichik o'lchagichli qurilmalar. Dumaloq simlardan foydalangan holda to'ldirish omillari taxminan 73% dan 80% gacha va 90% bilan ortosiklik sariqlarga nisbatan pastroq.
Sarg'ish balandligini quyidagi formula bo'yicha hisoblash mumkin:

- - Izolyatsiyani o'z ichiga olgan sim o'lchagich
- - Sariqlarning soni
- - o'rashning kengligi


Vintli o'rash

Simlar har bir qatlamda spiral ravishda joylashtirilgan. Qatlamdan qatlamga harakat yo'nalishi o'ng va chap qo'llar o'rtasida o'zgarib turishi tufayli simlar kesib o'tib, ostidagi qatlam oralig'ida joylashadi. Pastki qatlamni yo'naltiruvchi sim mavjud emas. Agar qatlamlar soni ma'lum chegaradan oshsa, strukturani saqlab bo'lmaydi va yovvoyi o'rash hosil bo'ladi. Buning oldini olish uchun qatlam qatlamlari orasidagi kuchlanish farqi mis sim izolyatsiyasining kuchlanish kuchidan oshib ketganda kerak bo'ladigan alohida qatlam izolyatsiyasidan foydalanish mumkin.
Ortosiklik o'rash




Ushbu turdagi o'rash konstruktsiyasi dumaloq simlar uchun optimal to'ldirish koeffitsientini (90,7%) yaratadi. Yuqori qatlamning sariqlarini pastki qatlam tomonidan ta'minlangan oluklarga joylashtirish kerak.
Ovozning eng yaxshi ishlatilishi, o'rash uning aylanasining katta qismi uchun lasan gardishiga parallel bo'lganda aniqlanadi. Sargich korpus atrofiga o'rnatilgach, u oldingi joylashtirilgan sim bilan uchrashadi va simni o'lchagichi bilan qadam qo'yishi kerak. Ushbu harakatga o'rash pog'onasi deyiladi. Sarg'ish pog'onasi dumaloq burama bobinlar uchun spiral atrofi 60 darajagacha bo'lgan maydonni egallashi mumkin va to'rtburchaklar bobin bobinlarining bir tomonini oladi. Sarg'ish pog'onasining maydoni sim o'lchagichga va lasan bobini geometriyasiga bog'liq.
Agar o'rash pog'onasi to'g'ri bajarilmasa, u holda simning o'zini o'zi boshqarish qobiliyati yo'qoladi va yovvoyi o'rash hosil bo'ladi. Umuman olganda, birinchi kiruvchi sim asosan o'rash qadamining joylashishini va sifatini aniqlaydi. Shuni bilish kerakki, simni o'rash joyiga ehtimol tekis burchak bilan kiritish kerak. Shu tarzda simning keraksiz egilishidan saqlanish kerak va ikkinchi o'rash pog'onasi uchun bo'sh joy minimallashtiriladi. Ortosiklik yara bobinlari uchun o'rash pog'onali joylar har doim o'rash joyiga kiradigan simning joylashgan qismida joylashgan va spiral shaklida o'rash yo'nalishi bo'yicha davom ettiriladi. Natijada g'altakning kattaroq o'rash kengligi g'altakning atrofi bo'ylab kattaroq o'rash qadam maydoniga olib keladi. Yaratilgan ofset, simni kiritish bilan taqqoslaganda, qatlam pog'onasining birinchi holatidan ikkinchi qavatigacha bo'lgan boshqa holatiga olib keladi. Ushbu xatti-harakatlar har bir qatlam bilan takrorlanadi, bu esa o'rash tomonidagi spiral shaklidagi krossover qismiga olib keladi, chunki simlar kesishgan uchastkadan o'tib ketishi natijasida hosil bo'ladigan o'rash balandligi oshiriladi. Natijada, dumaloq spirali tuproqli ortotsiklik yara bobinlari kesmaning kesimida hech qachon aylana shaklida bo'lmaydi, lekin radial harakatlanuvchi o'rash va qatlam pog'onasi bo'rtma shaklini hosil qiladi. Tajriba shuni ko'rsatadiki, o'rash kengligi, spiral va sim diametriga qarab, krossover qismi odatdagi o'rash balandligidan taxminan 5 dan 10 foizgacha yuqori.
Krossover qismining joylashishi va hajmi
Sarg'ish, asosan, ortogonallik shartini bajargan holda, o'rash gardishiga parallel ravishda joylashtirilishi kerakligi sababli, o'rash kengligini o'rash qatlamining burilish soniga moslashtirish kerak. Xususan, dumaloq bo'lmagan shakldagi g'altakning tasavvurlar maydonlari uchun krossover maydonini lasan tanasining kichik tomoniga, shuningdek, o'rash boshi deb atash kerak. Buning sababi shundaki, dumaloq bo'lmagan bobinlar plitalar paketiga yoki aylana shaklida o'rnatiladi. Qo'shni lenta yoki choyshab metall to'plami bilan aloqa qilmaslik uchun sariqchalar juda kichik bo'lishi kerak. Ortosiklik dumaloq g'altaklar uchun uchta o'rash geometriyasini aniqlash mumkin:
a) bir qatlam uchun teng sonli burilish

b) qisqartirilgan qatlamdan boshlab har bir qatlam uchun teng bo'lmagan burilish soni

c) uzunroq qatlamdan boshlanib, har bir qatlam uchun teng bo'lmagan burilishlar soni

Amaldagi sarg'ish konstruktsiyasini tanlash asosan rulon yoki korpus korpusining dizayniga bog'liq. Boshqalar qatorida, o'rash kengligi va balandligi uchun mavjud bo'lgan kosmik sharoitlarni hisobga olish kerak. Bundan tashqari, aqlli o'rash naqshini tanlab, oxirgi o'rash joyiga va oxiriga ta'sir qilish mumkin. Ortosiklik spiral sargının balandligi quyidagi tenglamadan kelib chiqadi:
![{displaystyle h=[1+(n-1)cdot sin 60^{circ }]cdot d}](https://wikimedia.org/api/rest_v1/media/math/render/svg/ff8d1ce8cc54ffe9cae52cb7a21f1817632414ca)
- -Oramning balandligi
- - qatlamlar soni
- - maksimal. lak ustidagi sim o'lchagich (CuL)

Sarg'ish qatlamlari atrofida kamida 300 ° atrofida bo'lgan ortsiklik tarzda o'ralgan spiral tel kesmalarning eng zich aylana to'plamiga ega. Ushbu o'rash usuli eng yuqori to'ldirish koeffitsientiga etadi va mavjud o'rash kesimini dumaloq simlar bilan to'ldirishning eng yaxshi usuli hisoblanadi. Kvadrat bobinlar o'rash va qatlam sakrashi faqat o'rash kesimining yon tomonlaridan birida sodir bo'lganda, ortotsikl bilan o'ralgan deb qaraladi. Nazariy jihatdan 0,91 ga teng bo'lgan geometrik to'ldirish koeffitsientiga erishiladi. Biroq, amalda, qiymatga erishish mumkin emas, chunki u erda o'ralgan o'tish va qatlam sakrash maydoni mavjud va sim izolyatsiyasi hisobga olinmaydi.



to'ldirish koeffitsienti = = =



- = 0,907

Umuman olganda, ortotsiklik sariqlarga nisbatan bajarilishi kerak bo'lgan talablar juda yuqori ekanligini ta'kidlash mumkin. Barcha toleranslar yig'indisi juda past darajada saqlanishi kerak. Binobarin, indikativ qiymat sifatida quyidagi qiymatlarni aytish mumkin: a) o'rash joyining kengligi bardoshliligi

- - o'rash maydonining bardoshliligi
- - maksimal. lak qoplamasini o'z ichiga olgan sim o'lchagich (CuL)

b) simning bardoshliligiMax. sim diametrining bardoshliligi kattaroq bo'lmasligi kerak

- - o'lchov - simga chidamlilik
- - qatlam uchun burilish soni
- - lak qoplamasini (CuL) o'z ichiga olgan nominal sim o'lchagich

Bu Germaniya DIN46435 standartiga muvofiq simlarning bardoshliligining taxminan yarmiga to'g'ri keladi.
Ortosiklik sariqlarni ishlab chiqarish
Tel va sarg'ish bo'shliqlarining past darajadagi talablari shunga mos ravishda yuqori texnik kuch bilan bajarilishi kerak bo'lgan taqdirda ham, mashina tomon yo'naltiruvchi sim ilgari tavsiflangan o'rash konstruktsiyasini yuqori sarg'ish paytida ham bajarishi kerak bo'lgan muammo bo'lib qolaveradi. tezlik. Amalda, bu yuqori sariqlik tezligida mumkin emas, chunki, masalan, daqiqada 18.000 ta sariqlikda, 0,3 mm qalinlikdagi sim uchun simli yo'riqnoma faqat 0,7 msda sarg'ish pog'onasini bajarishi kerak bo'ladi. Muammo shundaki, amalda ideal sim hech qachon mutlaqo to'g'ri bo'lmaydi. Telning etkazib berish rulosidagi o'rashidan kelib chiqadigan bu tengsizlik va burilishlar simlarning hech qachon haqiqiy diametri bo'yicha bir-biriga to'liq yaqinlashmasligiga, lekin ularning tengsizligiga qarab masofada bo'lishiga ta'sir qiladi.
Ushbu bo'shliq paydo bo'lishiga qo'shimcha ravishda simni yopish paytida uning qoplamasining sirt sifati ta'sir qiladi, masalan. toymasin xatti-harakatlar, shuningdek kengayish harakati yoki misning qattiqligi. Telning uzayishi simning diametriga va etkazib beruvchiga qarab 6% dan 3% gacha bo'lishi mumkin. Amaliyot shuni ko'rsatdiki, ortosiklik o'rash faqat boshida juda yuqori cho'zilish darajasini (cho'zish tekis yoki hatto simga olib keladi) tanlaganda maqbul tarzda ishlab chiqarilishi mumkin. Yuqorida tavsiflangan sabablarga ko'ra, shuning uchun sim qo'llanmasining sim diametriga qarab aniq gradyanni aniqlashi amalda mumkin emas.
Ushbu oldindan aytib bo'lmaydigan holatlarning oldini olish yoki ularni sarg'ish boshlanishida ichki simli diametrdagi birinchi qavatning har bir sarig'ini oldindan belgilangan holatga o'tkazib, simni majburlash bilan qarshi turish mumkin. Tel o'zini spiral korpusining oldindan tayyorlangan truba geometriyasiga joylashtiradi va sim yo'riqnomasi uni aniq bajarishi shart emas, faqat taxminan bajarilishi kerak. Amalga oshiriladigan simlar chizig'i va o'rash paytida zarur bo'lgan burilishlar (valentlik yuki ostida mexanik stresslar) tufayli sim har doim tasavvurlar kesimida yo'qotganligi sababli, oluklar orasidagi masofa faqat maksimal uchun mo'ljallangan. mumkin bo'lgan sim diametri. Bunda sim va burama korpusning burilishlari va bardoshlik ta'sirlari hamda o'zgaruvchan sirt sifatlari oldini olish mumkin. Ayniqsa, simlarning burilishlari natijasida hosil bo'ladigan simli burmalar, masalan, kasnaklar, simli ko'zoynaklar yoki hatto simni boshqaruvchi shtutserning o'zi o'rash mashinasining simli oziqlantiruvchisi ichida, spiralning sarg'ishida qoladigan deformatsiyalarga olib kelishi mumkin. Yivlarni o'rash asosiga qo'llash, o'rash jarayonida simning aniq qatlam holatini qo'llab-quvvatlaydi. Ushbu xatti-harakatlar, ayniqsa, simni o'rash poydevoriga yotqizishdan oldin simning plastik deformatsiyasini oldini olish mumkin bo'lgan sarg'ish jarayonlari uchun foydalidir. Bunday xatti-harakatni, ayniqsa, igna o'rash texnologiyasida kuzatish mumkin. Jismoniy sabablarga ko'ra simni simni yo'naltiruvchi nozulni taxminan burchak ostida qoldirishi muqarrar. 90 °. Shuning uchun, o'rash asosida o'ralgan sarg'ish shaklida ko'rinadigan sim ichida mexanik kuchlanishlar qoladi. Natijada, quyidagi sariqchalar, shuningdek quyidagi qatlamlar kerakli holatida o'zgarishi mumkin.
Ikkinchi qatlamdan boshlab, ko'chirish osonlashtiriladi, chunki sim oldingi qatlam oraliqlari orqali boshqariladi. Jarayonga kelsak, haddan tashqari ortiqcha og'ishlar bo'lsa, sim o'zini o'zi va har bir qatlam uchun doimiy sonli sariq bilan olib boradi. Bu simni yo'naltirish harakati uchun simni yo'naltiruvchi shtutserning spiral tomon masofasi qancha kichik bo'lsa, kuzatuv shunchalik aniq bo'lishi kerakligini anglatadi. Muayyan holatlarda uni ko'chirish harakatisiz to'liq bajarish mumkin, agar shtutserdan rulongacha bo'lgan masofa shundan iboratki, simning o'zi boshqaruvchi xatti-harakatlariga qarshi kuch komponenti endi ta'sir qilmaydi. Telning o'zini o'zi boshqarishi tufayli, shuning uchun ham ortsiklik o'rash paytida simni yo'naltiruvchi uzluksiz ishlashi mumkin va uni asta-sekin kuzatib borish shart emas.
Ortosiklik sarg'ishning dizayni
Ortosiklik sarg'ishning kerakli maydonini loyihalashtirish yoki talqin qilish odatda takroriy yondashuvni qo'llash orqali amalga oshiriladi. Dastlab, hisoblash uchun kerakli miqdordagi sariqlarning belgilangan parametrlari, kerakli sim kesmasi va izolyatsiya qilingan lasan uchun mavjud bo'lgan maksimal bo'shliq ishlatiladi.
Hisoblash misoli
150 ta o'rashli simli diametri 0,3 mm va maksimal o'rash kengligi 9 mm bo'lgan dumaloq spiral uchun ortsiklik o'rash dizayni hisoblab chiqiladi. Sarg'ish poydevoridagi o'rash diametri 8 mm.

Berilgan:
Tel-Ø Cu 0,3 mm → CU1L = 0,334 mm (jadvalga muvofiq)
Bobinning kengligi: 9 mm // 150 burilish, ichki diametri 8 mm bo'lishi kerak.
a) o'rash kengligini hisoblash Birinchi iteratsiya pog'onasida har bir qatlam uchun bir xil miqdordagi o'rash bilan o'rash qabul qilinadi yoki asos qilib olinadi.
9 / 0,334 → 26,9 burilish / qatlam → har bir qatlam uchun 26 burilish tanlangan

b) Qatlamlar sonini hisoblash
Qatlamlar soni = 150/26 = 5,76 → 6 qatlam
v) o'rash balandligini hisoblash
![{displaystyle { ext{Winding height h}}=[1+(h-1)cdot sin 60^{circ }]cdot d}](https://wikimedia.org/api/rest_v1/media/math/render/svg/debc770633fb45a0226e8c12a09486c47e639728)
![{displaystyle { ext{ Winding height h}}=[1+(6-1)cdot sin 60^{circ }]cdot 0.334=1.78mm}](https://wikimedia.org/api/rest_v1/media/math/render/svg/5103b1bfa54e6f38ffa0c1d51235456af8ec9988)
d) Qatlamning tasavvurlar kesimidagi o'rash balandligini hisoblash


e) Bobinning tashqi diametrini hisoblash


f) Bobinning tashqi o'lchamlarini kesma sohasidagi hisoblash


Natijalarning qisqacha mazmuni: Hisoblash shuni ko'rsatdiki, sirlangan sim bilan toza ortsiklik o'rash uchun zarur bo'lgan joy 1,86 mm x 8,85 mm bo'lgan to'rtburchaklar maydonni to'ldiradi. Ichki diametri 8 mm bo'lgan dumaloq spiral, degan taxminni hisobga olgan holda, tashqi diametri 11,72 mm. Sarg'ish tayanchining o'rash joyidagi cheklovlari (spiral korpusining gardishlari) kamida D diametrga ega bo'lishi kerakmin= Qatlamning sakrash maydonini hisobga olgan holda 11,72 mm.
To'ldirish koeffitsientini hisoblash
To'ldirish koeffitsienti o'rash paketining hajmi va o'rash paketini joylashtirish uchun zarur bo'lgan hajm o'rtasidagi nisbatni o'lchaydi. Shu maqsadda, "kesma bo'ylab" bobinning burilish diametri uchun kerakli joyni hisobga olish kerak.

a) Mexanik to'ldirish koeffitsientini hisoblash
8,85 mm x 1,86 mm o'lchamdagi xayoliy bo'shliq 16,461 mm maydonni o'z ichiga oladi2. Ning barcha qisman bo'shliqlarining yig'indisi izolyatsiya o'girsa teng bo'ladi

A = ning qisman bo'shliqlari miqdori izolyatsiya simlar DL= lak ustidagi sim o'lchagich = burilish soni




b) elektrni to'ldirish koeffitsientini hisoblash
8,85 mm x 1,86 mm o'lchamdagi xayoliy bo'shliq 16,461 mm maydonni o'z ichiga oladi2. Ning barcha qisman bo'shliqlarining yig'indisi izolyatsiya qilinmagan o'girsa teng bo'ladi
A = ning qisman bo'shliqlari miqdori izolyatsiya qilinmagan simlar
D.Cu= sof mis sim o'lchagich
n = burilish soni




Sarish jarayonlari
Lineer sariq
Chiziqli o'rash usulida o'rash simni aylanadigan korpus korpusiga, komponentga yoki lasanni tashuvchi yoki lasan hosil qiluvchi moslamaga o'rash orqali hosil bo'ladi. Tel 400 kg emallangan mis simni o'z ichiga olgan ta'minot rulosidan tortib olinadi. Tel yo'naltiruvchi naycha orqali oziqlanadi. Haqiqiy o'rash jarayonini boshlashdan oldin sim ustun yoki korpus korpusi yoki o'rash moslamasining mahkamlash moslamasiga o'rnatiladi.
Tel o'tkazgich naychasining chiziqli yotqizish harakati bilan o'rash kerak bo'lgan komponent simni spiral korpusining o'rash joyiga taqsimlanadigan tarzda buriladi. Aylanish harakati va yotish harakati kompyuter boshqariladigan motorlar yordamida amalga oshiriladi. Aylanish o'qining bitta aylanishiga nisbatan va sim diametriga qarab, simni yo'naltiruvchi trubaning o'tish o'qi mos ravishda harakatlantiriladi (shpal balandligi).
Bunda 30000 1 / min gacha aylanish tezligiga erishish mumkin, ayniqsa ingichka simlarni qayta ishlashda. Sargining diametriga qarab, o'rash jarayonida sim tezligi 30 m / s gacha erishiladi. Yopish kerak bo'lgan komponentlar sarg'ish moslamalari deb nomlanadi. Sarg'ish moslamalari burilish harakatini vujudga keltiradigan qo'zg'aysan millariga bog'langan. Telni o'rash maydoniga iloji boricha teng ravishda bajarish kerakligi sababli, aylanish o'qi va o'tish o'qi o'rash jarayonida sinxron ravishda ishlaydi.
Har xil komponent geometriyalari bilan ham, o'ralgan komponentga nisbatan simni yo'naltiruvchi shtutserning holatini boshqarish imkoniyatiga ega bo'lish uchun, odatda, simni boshqaradigan shtutser bilan usul uchun uchta CNC o'qi ishlatiladi.
Bu korpus ustunlarini tugatish uchun tugatish imkonini beradi (ustunlar lehimlash yoki payvandlash orqali ham aloqa qilish uchun mo'ljallangan): Uchta o'qni dastlabki o'rash ustuni atrofida simni boshqaruvchi shtutserning spiral harakati natijasida hosil bo'ladigan tarzda harakatga keltirish orqali spiralning boshlanish yoki tugatish simini tugatish deb atalgan holda tuzatish mumkin. Mahsulotni o'zgartirganda simni kuchlanish ostida ushlab turish uchun u mashinaning simli to'xtash joyiga o'rnatiladi.
Ushbu simli mashinalar tugmachasi tugatish jarayoniga o'xshash lentaga o'ralgan qisqich yoki postning nusxasi bo'lishi mumkin. Sarg'ish boshlanishidan oldin va boshlang'ich simi ustunini tugatgandan so'ng, to'xtash pimiga simni kesib olish kerak. Bu telning qalinligi bo'yicha yirtilib yoki kesilgan holda amalga oshiriladi.
Taxminan diametrga qadar emallangan mis simlar. 0,3 mm an'anaviy ravishda spiral ustuniga yoki simni boshqaradigan nozulning o'ziga o'tib ketadigan ruchka bilan yirtilishi mumkin. Keyingi aloqa jarayoniga to'sqinlik qilmaslik uchun (lehimleme, payvandlash va boshqalar) ajratish nuqtasi rulon ustuniga juda yaqin bo'lishi kerak.
Sarg'ish paytida barcha harakatlar CNC o'qlari orqali yo'naltirilganligi sababli, yovvoyi sariqlarni, ortsiklik sarmallarni yoki boshqa o'rash geometriyalarini (masalan, o'zaro faoliyat kangallar) amalga oshirish mumkin. Telni boshqarishni tez-tez uzluksiz va asta-sekin harakatlanish o'rtasida almashtirish mumkin.
Telni yo'naltirish va o'rash komponentining aylanishi orasidagi farq tufayli, mahsulot va simni yo'naltirish konfiguratsiyasi chiziqli o'rash texnologiyasida takrorlanishi mumkin. Shuning uchun, masalan, 20 ta shpindelga bir vaqtning o'zida shamol qilish mumkin. Bu chiziqli o'rash usulini juda samarali jarayonga aylantiradi, chunki komponentni ishlab chiqarish davri o'rash jarayonining aylanish davri va ishlatilgan millar sonidan kelib chiqadi. Lineer o'rash texnologiyasi ko'pincha kam massali spiral korpuslarni o'rash kerak bo'lgan joylarda samarali qo'llaniladi.

Chiziqli sariq

Lasan uchun tugatish ustuni

Sarg'ish mashinasi uchun simli to'xtash joyi

Fa kompaniyasidan chiziqli o'rash mashinasi. Aumann GmbH




Flyerni o'rash

Flyerni o'rash usulida o'rash simni rulon orqali yoki spiraldan ma'lum masofada aylanuvchi flayer deb atalmish biriktirilgan shtutser orqali oziqlantirish orqali hosil bo'ladi. Tel flayer o'qi orqali oziqlanadi. Tarkibni o'rash uchun uni varaqaning o'rash joyiga o'rnatib qo'yish kerak. Sarg'ish jarayonining istalgan vaqtida simni flayerdan tashqarida o'rnatilishi kerak. Telning fiksatsiyasi odatdagi ketma-ket sarg'ish usuli (odatda aylanma indekslash jadvallarida ishlatiladi) orqali amalga oshiriladi: Jadvalning atrofida simli qisqichlar yoki simlarning burilishlari mavjud bo'lib, ular tortib olishga imkon beradi va shu bilan birga sim. Bu dastgohda simni klipga alohida yotqizish talab qilinmasligini hisobga olsak, bu juda tez tarkibiy o'zgarishga imkon beradi.
Simning so'nggi boshqariladigan nuqtasi faqat yotish yo'nalishi bo'yicha siljishi mumkin bo'lgan sobit dairesel yo'l bo'ylab harakatlanadigan flyer qo'lining shtutseri yoki rulosida joylashganligi sababli, spiral yuzasiga yaqin joyda aniq yotqizish mumkin emas. Natijada, dastlabki va so'nggi simlarni o'ralgan qismga aniq yotqizish yoki hatto tugatish oson emas. Flyerni o'rash jarayoni bilan birga, ortsiklik sarmallarni ham ishlab chiqarish mumkin. Bu erda spiral yuzasida simning o'zini o'zi boshqaradigan harakati afzallik hisoblanadi.
Yopish kerak bo'lgan tarkibiy qism faqat o'ralgan holda taqdim etilishi kerak va aks holda o'rash jarayonida biron bir harakatni amalga oshirishga hojat yo'qligi sababli, juda katta va massiv mahsulotlar ham ishlab chiqarilishi mumkin. Masalan, elektr motorlarining rotorlari (rotorli o'rash texnologiyasi, ketma-ket o'rash usulining maxsus shakli): Simni komponent o'zgarishi paytida mashinaga mahkamlangan qisqich tutadi. Rotorlar ko'pincha og'ir, zarb bilan o'ralgan metall plitalardan iborat bo'lganligi sababli, flyerni o'rash texnologiyasi bu borada alohida afzalliklarga ega. Rotorni o'rash texnologiyasida flyerni to'g'ridan-to'g'ri boshqarish mumkin emasligi sababli, sim silliqlangan yo'naltiruvchi bloklar bo'ylab mos keladigan truba yoki uyaga yo'naltiriladi. Elektr simlarining maxsus qisqichlari Kommutatorlarning terminallarida simlarning to'g'ri joylashishini ta'minlaydi.
Ignalilarni o'rash texnologiyasi


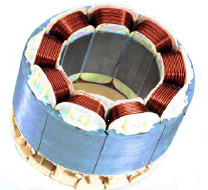
Elektron kamarlangan ko'p fazali uch fazali dvigatellarning yonida turgan tirgak poyafzallarini samarali ravishda shamollash uchun ular izolyatsiya bilan qoplanadi va to'g'ridan-to'g'ri igna o'rash usuli bilan o'raladi. Harakat yo'nalishi bo'yicha to'g'ri burchak ostida joylashtirilgan shtutserli igna simni kerakli joyga tushirish uchun dvigatelning ikkita qo'shni qutblari orasidagi truba kanali orqali stator paketlarini o'tkazib ko'tarish harakatida yuradi. Keyin stator o'rash boshidagi teskari burilish nuqtasida bitta tish pog'onasi bilan aylantiriladi, shunda oldingi jarayon teskari tartibda qayta ishlashi mumkin. Ushbu o'rash texnologiyasi bilan ma'lum bir qatlam tuzilishi amalga oshirilishi mumkin. Kamchilik shundaki, kamida ikkita ko'krak diametri kattaligi bo'lgan ikkita qo'shni qutb o'rtasida bo'sh joy bo'lishi kerak. Burun diametri o'rash simining diametridan taxminan uch baravar ko'p. Ikki qo'shni ustunlar orasidagi bo'shliqni shu sababli to'liq to'ldirib bo'lmaydi.
Ignani o'rash texnologiyasining afzalligi shundaki, simni yo'naltiruvchi nozulni olib yuradigan igna tayanchining odatda CNC koordinatali tizimiga bog'langanligi. Bu shtutserni fazoda stator tomon harakatlantirishga imkon beradi. Shunday qilib, oddiy ko'tarish harakati va statorning aylanishidan tashqari yotish harakatini ham amalga oshirish mumkin. Shunga qaramay simni maqsadli joylashishi faqat cheklangan uzaytirilishi mumkin, chunki sim simni yo'naltiruvchi nozulidan 90 ° burchak ostida tortib olinadi va natijada aniqlanmagan bo'rtma paydo bo'ladi.
Bo'shliqli ignadan chiqayotganda simni 90 ° yo'naltirish simni juda ko'p stress qiladi va diametri 1 mm dan ortiq bo'lgan mis simlarni oqilona tarzda shamollashni qiyinlashtiradi. Shuning uchun igna o'rash vositasi bilan ortosiklik o'rash qisman ushbu o'rash vazifalari uchun mumkin.
Tel o'tkazgichli shtutserni xona bo'ylab erkin harakatlantirish mumkinligi sababli, qo'shimcha burilish moslamasi bilan jihozlangan bo'lsa, nozulning aloqa joylarida simni tugatishi mumkin. An'anaviy chiziqli o'rash texnologiyasida bo'lgani kabi, elektr ulanishi va yulduz ulanishi yoki uchburchak tutashuvidagi bitta qutblarni o'zaro bog'lash uchun aloqa pimi yoki kanca kontakti tugatilishi mumkin.

Antriebsschema Nadelwickelmaschine; patentlashtiruvchi Pleuelantrieb Fa. Aumann
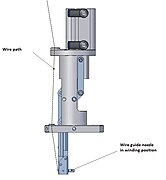
Sargichni o'rash holatida

Tugatish uchun shtutserning tugashi



´
Yuqoriga va pastga harakatlanish paytida igna truba kanaliga tegmasligi uchun aylanma harakatni zarba harakati bilan aniq sinxronlashtirish talab qilinadi. Maksimal o'rash tezligiga ta'sir qiluvchi o'zgaruvchilar - igna zarbasi, statorning burilish burchagi (qutblar soni), simning diametri va truba kanalining kengligi va burchakli yivli statorlarning spiral burchagi. Tel o'tkazgich va igna tayanchining massasi yuqori tezlanishni boshdan kechiradi. Bu sarg'ish sifatiga ta'sir qiladigan kiruvchi tebranishlarga olib kelishi mumkin. Ko'tarish harakati odatda shar vintlari yordamida hosil bo'ladi. Ushbu harakat paytida, servo drayvlar igna harakatining yo'nalishini teskari yo'naltirish uchun doimiy ravishda orqaga qaytishi kerak.
Qon tomir harakatini boshlashning yana bir usuli - bu zarbani sozlashi mumkin bo'lgan va harakatlantiruvchi dvigatelning orqaga qaytishiga ehtiyoj sezmasdan sinusoidal harakat naqshining afzalliklaridan foydalanadigan krank diskini qo'llashdir. Bir daqiqada 2500 gacha bo'lgan zarbalarga (sariqlarga) erishish mumkin.
Ignani o'rash texnologiyasi yordamida stator bobinlari yoki ulanish va mashinaga tegish kabi tugallangan to'plamni ishlab chiqarish mumkin. Qutblar orasidagi to'liq foydalanilmagan bo'shliqdan tashqari, odatdagi tortib olish texnikasidan farqli o'laroq, past statorli qatlam balandligi (g'altakning bosh balandliklari) ustiga yaxshi plomba faktori bo'lgan motor sariqlarini ham shamollash mumkin.
Toroidal yadroli o'rash texnologiyasi

Toroidal yadroli o'rash texnologiyasi bilan elektr spiral yoki sariq elektr o'tkazgichni (masalan, mis simni) dumaloq halqa orqali o'rab, uni aylana bo'ylab teng ravishda taqsimlash orqali hosil bo'ladi (Toroidal induktorlar va transformatorlar, toroidal choklar).
Sarg'ish boshlanishidan oldin, Toroidal / Magnit yadro asosan uchta rezina qilingan aloqa nuqtalari bilan yadroning sekin aylanish harakatini boshlashi mumkin bo'lgan ushlagichga o'rnatiladi. Toroidal yadroga 90 ° masofada joylashgan simni saqlash halqasi (orbital g'ildirak) endi aylanada ochiladi va toroidal yadroning markaziga kiritiladi. Keyin sim yana yopilgan simni saqlash halqasi atrofida o'raladi. Simli akkumulyatorda kerakli miqdor mavjud bo'lganda, simli akkumulyatordan simning uchi o'ralishi kerak bo'lgan toroidal yadroga o'rnatiladi. Toroidal yadro va simli akkumulyator halqasini bir vaqtning o'zida aylantirish orqali toroidal yadro atrofi bo'ylab taqsimlanadigan sariq hosil bo'ladi. Qurib bo'lingandan so'ng, toroidal tayoq yadrosini olib tashlash uchun simli akkumulyatorni yana ochish kerak. Boshlanish va tugatish simlari toroidal yadroga o'rnatilmasligi sababli toroidal o'rash mashinalari faqat qisman avtomatlashtirilishi mumkin.
Toroidal yadrolar ishlab chiqarish xarajatlarining yuqori bo'lishiga qaramay (qo'lda ishlashning katta miqdori) magnit oqimi pastligi (MFL -) tufayli Noqonuniy induktivlik ), past yadro yo'qotishlari va yaxshi quvvat zichligi. Transformatorlarning mumkin bo'lgan sifatli xususiyatlaridan biri - o'rashlarning aylana bo'ylab bir tekis taqsimlanishi (past adashgan maydon). Turli xil sariqlarning orasidagi izolyatsiyani boshqacha tarzda hal qilish mumkin. Qopqoq sarg'ish bo'lsa, birinchi o'rashdan keyin yaxshi adashgan maydon xususiyatlariga erishish uchun plyonka qo'llaniladi. Ushbu film butun atrofni qoplash uchun o'ralgan bo'lishi kerak. Buning uchun toroidal o'rash mashinalari maxsus jurnallarga ega bo'lishi mumkin.
Dvigatel sariqlarini o'rash texnologiyasi
Dvigatelni o'rash texnologiyasining tendentsiyalari

Ishlash zichligi yuqoriligi sababli asenkron texnologiya o'rniga doimiy magnitlangan rotorli cho'tkasiz EC drayvlar (elektron komutatsiyalangan motorlar) tobora ko'proq foydalanilmoqda. Yilni dizayni tufayli mis tarkibini eng yaxshi stsenariyda ikkiga qisqartirish mumkin. Elektr dvigatellarini ishlab chiqaruvchilar ishlab chiqarish texnologiyasining yanada moslashuvchanligini talab qilmoqdalar. Asenkron motorlarni ishlab chiqarish uchun, dastlab dastlab havo yadroli sariqlarni o'rab turadigan, ularni keyinchalik statorga asbob bilan tortib olish uchun ishlatiladigan tizimlar qo'llaniladi. Aksincha, EC statorlarining kontsentratsiyalangan sargisi ishlab chiqarish jarayonida yanada moslashuvchan, amalga oshirilganda energiya tejash, ish paytida yaxshi sozlanishi va bu kam joy talab qiladi.
Soch tolasi o'rashi avtomobilsozlik sohasida elektr motorlarida keng qo'llanilgan. Ushbu o'rash usuli avtomatlashtirilgan o'rash jarayonining afzalligini taklif etadi. Shu bilan birga, Supero'tkazuvchilar katta o'lchamlari o'zgaruvchan tokning yuqori yo'qotilishiga olib keladigan yaqinlik yo'qotishlariga moyil.[1] Similar method, plug-in winding, has been proposed where the coils are pre-made with plug-in features (male-female). Compared to hairpin, the plug-in method offers the advantages of automated winding process and small conductors size, however, the disadvantage of high contact resistivity in the plug-in connectors could result in a thermal hot spots.[2]

Manufacturing process of distributed winding
Asynchronous motors with distributed winding account for the major share of electric motors. Unlike the concentrated winding, not every tooth pole is wound in a distributed winding; instead, coils are in slots and span multiple pole teeth. Since the winding may block slots from further insertion of wire, it may be necessary to wind a complete phase winding at one time.

Coil insertion machines insert prefabricated groups of coils into the stators of electric motors. The coil groups are frequently manufactured with flyer winding machines and put onto the insertion tool with a transfer instrument. In small-batch manufacturing, the coil groups are relocated manually from the winding masks to the insertion tool using transfer instruments. Subsequently, an insertion tool places the preformed winding into the stator slots. The slots are sometimes insulated with paper. When diagonally winding the coil into the slot of the stator, the coil's internal width must be larger than the stator's height which leads to the formation of the large winding head that is characteristic for the insertion technique.

This in turn results in a relatively loose winding in the stator slots. Consequently, it is necessary to close the slot openings towards the middle of the stator with a so-called sliding cover. In many cases, this may be conducted concurrently with the insertion of the coils. Since the coil's conductors have to pass through an oftentimes tight slot, the coils consist of a certain number of small spare cross-sections which are later connected in parallel. It is with this measure, that large conductor cross-sections may also be produced.
Another reason for using many thin conductors connected in parallel lies in avoiding the so-called Teri ta'siri. In order to keep the impact of this effect as small as possible, wires with the largest possible surface are used in high-frequency technology, e.g. in the form of thin spare cross-sections or Litz wires. The low losses of Litz wires partly stem from the fact that a large area of the inner surface is taking part in the current flow. In particular in electric mobility, the motor is often powered by high-frequency voltage. When using large conductor cross-sections, this may possibly lead to high losses and an undesired heat development in the stator winding.
After inserting the winding, rework on the stator or the winding ends needs to be performed. Usually, the multitude of connecting lines is separated manually and bundled according to the different phases. Both winding ends are tied up with an adhesive tape or strap in the further course of the finishing. When using a high operating voltage, the partial winding of each phase must be insulated against the respective adjacent phase with foil or insulation paper. To ensure that the winding heads are positioned exclusively at the back of the stator, both of them must be molded. This is either executed by using an enameled wire receiving a bonding electric current during molding or by cold forming which is followed by impregnation. The creation of a certain winding head shape allows a rotor to be installed or a stator to be inserted into the housing afterwards.

Wound winding head after the insertion process

Wound and formed winding head of distributed winding

Schematics of the insert technqiue



Characterization of distributed winding
In case of stator windings that are electrically commutated or supplied by an m-phase net, these phase windings are often banked (distributed windings). The number of holes q constitutes a characteristic dimension of the winding setup. It states how many slots q per phase m and pole (provided by pole number 2p) are available.

q = Number of holes
N = Number of grooves
2p = Number of poles
m = Number of phases
In the case of distributed windings, q ≥ 1, and if q is integer, it is an integral slot winding. If q = zq/nq is a fractional rational number, it is referred to as fractional slot winding. When it comes to single tooth winding, q < 1 and thus always a fractional rational number.

The winding scheme shows the execution of three-phase winding with 30 groups of coils at a winding pitch of 1:6 with the same width at a star connection. The combination of the star connections is depicted in form of a circle on the yellow contact bar. Each coil needs two slots. Consequently, 30 slots (coil groups) x 2 slots / group = 60 slots are required in order to achieve a consistent occupancy of the slots. The number of poles amounts to 10.The respective number of slots is determined by:

Manufacturing process of concentrated windings for stator coils

Manufacturing stator windings in a concentrated manner can be performed in various ways. The choice of the respective winding process is primarily based on the design and setup of the stator as well as the commercial aspects. Most stators are designed in a way that allows the application of different winding processes. The stator construction of the full-metal cut which is internally slotted constitutes the only exception. This construction can solely be manufactured by applying the needle-winding technique and in some rare cases the insertion technique for concentrated windings. Most concentrated windings are executed as double-layer windings, i.e. each tooth entails a concentrated winding and two coil phases in each slot. In the case of single-layer winding, the reference tooth of two adjacent tooth coils is not winded. There is always only one phase of one coil found in the slots.
• Inside slotted stator laminationsThe needle-winding technique basically represents the only feasible winding process for inside slotted stator laminations. The stator mainly consists of a steel package, two end plates and slot insulation. The particular benefit of this process technology lies in the fact that the winding machine produces a completely winded assembly group when adequate electrical slot fill factors are employed. If, however, the use of single teeth requires joining and interconnecting operations, all interconnecting measures of the coil sections of one phase may be executed by the winding machine for the stator laminations. In this case, the electric slot fill factor may amount up to 45%. Since manufacturing a functioning stator merely requires a small effort, the negative impact on the electric fill factor is gladly accepted. In order to be able to use various additional functions of the winding machine, the end plates are often designed in a way which allows e.g. the taking on of cutting terminal contacts. In addition, winding space restrictions and laying ducts for the connecting wires of a phase may be integrated.

The material costs are also low due to the small number of individual components. In combination with the modest costs of the means of production, stator laminations constitute a practical solution. Three essential basic concepts frequently come to the fore when dealing with the design of stator laminations. Stator laminations for concentrated winding are divided into the following main groups.
a) Paper-insulated stator laminations

Insulation paper or insulation foil is usually attached to the slots of the stator package before the insulated end plates are installed. The insulation material, e.g. Nomex or Mylar or Kapton, is taken from the endless strip. It is pre-hemmed, cut to the length of the stator and inserted. The insulation strip must be slightly longer than the stator package to ensure complete insulation of the winding. Thin insulation takes up little of the slot area, which improves the fill factor of the winding.
b) Insulated stator laminations at end plates

When using this type of stator design, lining the slot with insulation paper is not required. The plastic end plates are designed in a way that the sides of the injected shafts insulate half of the stator slot. It is also beneficial, that costs for paper as well as costs for the production process for the mounting of the paper do not arise. Under consideration of a certain wall thickness of these injected shafts, z-shaped overlapping of the shafts in the area of the stator nut center may be achieved in order to increase the creepage distance and clearance to avoid dielectric breakdowns. However, a disadvantage constitutes in the fact that the depth of the shot of the injection process is limited depending on the stator lengths and the plastic material used.When e.g. using PA with a solid material content (e.g. glass fibers) of approx. 25% and a shot of approx. 25 mm depth, a wall thickness of at least 0.5 mm may be achieved. However, it has negative repercussions on the fill factor compared to the use of insulation paper which e.g. is only 0.1 mm thick.
c) Molded stator laminations

An extended form of the stator's end insulation with injected slot shafts constitutes in the molded stator. In the last few years, injection molding has progressively been developed. It now allows to place the stator package into the injection mold and to facilitate the molding process. In doing so, the wall thickness reached is similar to the one of the end plates with injected slot shafts.A particular benefit of this process lies in the fact that a pre-assembly of the end bells and the insulation paper can be avoided which prevents the danger of insulation gaps that could lead to short circuits. However, due to the very costly complex injection mold, costs are only covered at a batch size of approx. 50.000 stators per year, compared to single component insulation. In addition, the diversity in types is only conditionally lucrative since a new injection mold needs to be produced whenever the length of the package or the laminations changes.
• Outside slotted stator laminations

Outside slotted stator laminations may be processed with the needle-winding technique, the flyer-winding technique and the linear-winding technique. The selection of the process depends on the desired number of turns in the winding and the intended fill factors. Consequently, flyer-winding is particularly used if a thin wire and thus high numbers of windings are expected in combination with a medium and high voltage application. Therefore, it is typically used with “white goods”, such as e.g. household applications, or in general domestic engineering with an operating voltage of 230 V. In the case of stators with less windings and a lower mass, it is common to process outside slotted stator laminations using the needle-winding technique or the linear winding technique.

Linearwinding application used for an outer grooved stator

Needle winding application for an outer grooved stator


Basically, there is also a variety of different ways of insulation for outside slotted stator laminations as it is for inside slotted stator laminations:

• Segmented stator coils

Segmented stator coils are used, for example, if a high winding number is required in addition to the demanded high fill factor and the corresponding orthocyclic winding. They are preferably processed with the flyer-winding technique as well as with the linear-winding technique. For this type of stator construction, it is particularly beneficial to produce accurately layered windings with extremely high fill factors because of the freely accessible winding space. However, the design of the segmented stator coils has negative repercussions on the material and production costs. Often, complex processes need to be applied in order to form the single teeth to a round stator. Another disadvantage constitutes in the large number of contact points, except when the pole-chain winding technique is used.
For segmented stator coils, a distinction is made between T-segments and plugged engine coils. The latter may be bodiless or winded onto a coil body and subsequently be transferred to a T-segment or directly to the stator laminations, depending on the application. Contingent on the expected contact points, there are three different options for the production of T-segments.For one, there is the classic single T-segment with the disadvantage of having a high number of contact points. In addition, there is the phase winded T-segment with a reduced number of contact points. Finally, there is also the winding of so-called pole chains with a drastically reduced number of contact points.
a) T-segments

T-segments are preferably processed with the linear winding technique or the flyer-winding technique. For this, the winding supports are designed in a way that a mounting at the tooth back can be carried out. It is in particular the outer geometry that will serve as the contact surface of the adjacent tooth later on, which is used for securing the tooth in the winding device. It is also quite common to place a dovetail slot in the outer part of the back of the tooth which is axially arranged to the tooth and serves the purpose of securing the tooth in the winding device. Insulation of the winding of the T-segment may be performed the same way as for inside and outside stator laminations which is either by paper insulation, end bell insulation or as a molded tooth.
b) Phase-wise wound T-segments

In combination with a series connection, T-segments are often produced as a phase compound in the form of a toothed chain. As is the case of single T-segments, the linear-winding technique as well as the flyer-winding technique are also applied in this context. When it comes to the winding of the teeth, the final wire of the first tooth is guided to the next tooth and then serves as the starting wire for the second tooth. This process continues, depending on the number of a phase's sub-segments. The design of the components does not show any substantial difference compared to the one of classic single teeth. The main reason for the processing of T-segments into one tooth chain lies in the reduced of number of contact points. Six contact points are required for three wound single tooth poles. However, only two contact points are needed if the just mentioned arrangement inside the winding machine is adopted. When using high current with low operating power, this type of manufacture is especially beneficial since it reduces contact resistances and potential errors. However, it is a very complex endeavor to form the tooth chains to a complete stator which is of disadvantage. It must be ensured, for example, that the end wires of each tooth are equipped with tension relief to ensure that the winding does not open during handling. Usually, it is taken care of with adhesive tape or pole or bag-type forming of the tooth's frontal insulation where the wire may be attached after the winding process. Single teeth are easy to handle, whereas tooth chains must be built in carefully, taking into account the risk of damaging the connecting wires.
c) Plugged tooth coils

Plugged tooth coils are frequently used in a star-shaped stator design where a final ring or yoke is mounted after the assembly of the coils. Inside slotted stator laminations can also be fitted with plugged tooth coils. But in that case, fill factor losses can be registered due to the plug-in direction from the inside to the outside. Conical windings are only possible and beneficial, if the plug-in direction is from the outside to the inside. As for the type of insulation, it is possible – as with the classical single teeth – to work with paper insulations or insulating end plates. If insert molding is applied with a star-shaped package, it is not referred to as plugged tooth coils anymore because of the necessary direct winding with a needle winding system, flyer winding technique or linear winding technique.Plugged tooth coils eventually require at least two contact points per coil, just as the single teeth. Toothed chains of a phase connected in series are rarely produced since, compared with the already difficult assembly of phase-wise wound T-segments, they will be followed by further assembly movements (pushing onto the stator pack) and the changing length ratios of the connecting wires between the coil sections of a phase. Therefore, two cut-and-clamp contacts per coil are frequently used for plugged tooth coils which finally reach into a control card or a lead frame via pin-like forms of the contacts.
d) Chains on poles (chained poles)With this kind of stator design they try to combine the benefits of the needle-wound laminations => Minimum number of contact points – with the advantages of the linear wound single tooth => Maximum fill factor.
For this, the chained poles winding technique is used that provides a very high fill factor due to the fact that the structure of the stator is opened up into a linear arrangement of the single teeth and besides, in contrast to the otherwise common single teeth, generates only a few contact points. The connecting wires of the coil sections of a phase connected in series do not need to be separated.

When winding toothed chains, the flyer winding technique, also a type of needle winding and chain winding can be used.
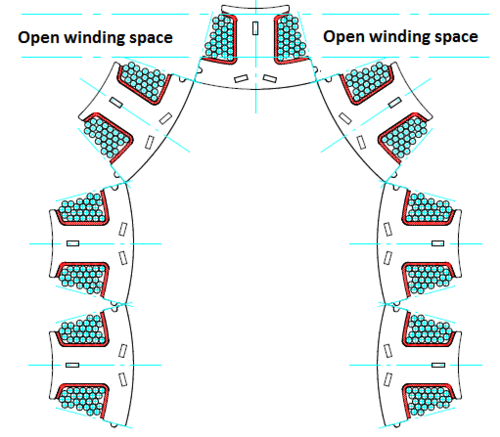
A disadvantage when using the flyer winding technique is the fact that only one tooth at a time can be wound. So, toothed chains are developing as a result but due to the wiring topology most of the stators have to be undone again. A simultaneous winding of multiple stator phases usually is not possible.If, however, the flyer winding technique for toothed chains requires auxiliary tools for placing the wire into the winding space or the linear arrangement needs to be given up when the winding of a single tooth takes place, the wire can be directly deposited with the needle winding technique. A special benefit when using the needle winding technique is provided by the possibility to wind all three phases at the same time depending on the type of stator circuitry. Especially advantageous is the behavior of the connecting wires between the coils of the individual phases at the rounding of the teeth if the linear arrangement of the teeth for the winding does not need to be given up. Therefore, it is opportune to make sure that the connecting wires pass through the center of the rounding radius.

Owing to this smart arrangement of the wires, it is possible to avoid changes in the wire length during rounding. When using the needle winding technique, it is quite common to wind multiple toothed chains simultaneously. This happens mainly on carrier tools or workpiece carriers that are positioned inside the needle winding machine. Owing to the fact that the phases U, V and W as well as multiple stators can be wound at the same time, the needle winding technique has a high performance density in connection with the use of toothed chains.
Definition of the fill factors for motor coils
Electric motors must be compact and lightweight. They should also deliver a higher output with less copper usage. A prerequisite for this is an appropriate design of the coil body and suitable wire dimensions. One parameter of importance for the developer of motors is the electrical fill factor. The fill factor measures the ratio between the volume of a winding package and the volume needed to house the winding package. In case of stators, it can be said that the electrical fill factor is the ratio of the content of non-ferrous metals of the stator including the stator slot to the sum of the uninsulated copper cross sections. But in contrast to round coils, only the stator slot is considered. The reason for this is that merely the conductor strands in the stator slot contribute to the torque of the motor. The winding overhangs on the narrow sides of the winding cross section of a tooth only result in unwanted losses in the form of increasing electric resistance and undesired heat development.
Winding space examination of concentrated windings for stators
The required space for stator winding is designed by an iterative approach just as with the round coils. First, the parameter of the required number of windings, the required wire cross section and the maximum space provided by an insulated stator slot are considered for the calculation basis.
Example for calculating the fill factor of a stator lamination
An orthocyclic winding design for a stator with 40 windings per tooth at a wire diameter of 0.5 mm shall be calculated. The available insulated winding space is geometrically defined and has a surface of 35 mm2. An insulation paper with a thickness of 0.25 mm is used.
• Determination of the mechanical fill factor
Given: Wire-Ø Cu 0,5mm → CU1L=0,548mm (Value according to norm)40 turns, insulated winding space = 35mm^2, insulation paper 0,25mm

When looking at the insulated winding space graphically and the required number of windings at a given wire diameter, it can be said that considering the space requirements for the winding nozzle (required groove width: about 3*0.548=1.6 mm) only 38 windings can be introduced into the winding space of the stator slot.


A= Accumulated partial spaces of the insulated simlar
D.L= wire gauge including the varnish coat
n= Number of turns per tooth



• Determination of the electrical fill factorThe theoretical consideration takes place by assuming that the uninsulated wire is to be found in the uninsulated groove.
Given: Wire-Ø Cu 0,5mm38 turns, non-insulated winding space = 41mm^2

A= Accumulated partial spaces of the non insulated simlar
D.Cu= wire gauge excluding the varnish coat
n= Number of turns per tooth




Bibliografiya
- Querfurth, William (1954). Coil Winding: A Description of Coil Winding Procedures, Winding Machines and Associated Equipment. University of Michigan: G. Stevens Mfg. Company.
- Gingery, David (1991). Build a Universal Coil Winding Machine. David J Gingery Publishing. ISBN 978-1878087102.